Aspiration Cleantech Ventures is dedicated to pioneering innovative clean technologies that address the pressing environmental challenges of our time. Our mission goes beyond merely reducing carbon emissions; we aim to create transformative, scalable solutions that empower industries to operate more sustainably, efficiently, and responsibly. We help industries transition with green energy solutions and Our expertise lies in converting unutilized spaces and addressing complex applications, effectively eliminating the reliance on expensive and dirty fossil fuels.Our comprehensive range of offerings includes Heat pumps, High temperature heat pumps, Solar dryers, Solar thermal systems, Heat pump dryers, Waste heat recovery systems, Hydrogen generators, Waste to methanol systems, and Organic Rankine cycle (ORC) systems.
Our industrial heat pumps are designed to provide reliable and energy-efficient heating solutions across various temperature requirements, offering four outlet temperature models: 60°C, 80°C, 90°C, and 120°C. With the ability to achieve 50–70% savings on operational costs, they are ideal for industries looking to optimize energy use. These heat pumps ensure 24/7 heating, especially during non-solar hours, and can be seamlessly integrated with solar thermal energy for continuous operation. The payback period is approximately one year for continuous use, making them a cost-effective solution. Additionally, our heat pumps produce free cold air or water as a byproduct, enhancing overall system efficiency and boosting COP (Coefficient of Performance). We take pride in being India’s first provider of a 120°C outlet heat pump( India's First High temperature heat pump with success case study), featuring a cascaded model with LT and HT circuits for high-temperature applications. Understanding that every industry has unique needs, we also offer customized heat pump solutions tailored to specific client requirements. With a focus on sustainability and efficiency, our heat pumps are designed to reduce carbon footprint while ensuring optimal performance.
Quick view
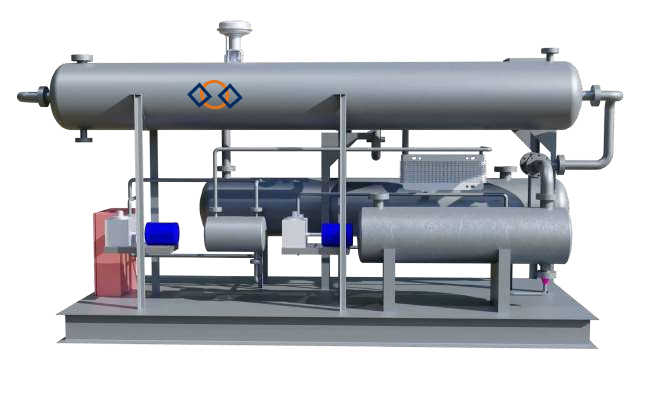
Organic Rankine Cycle (ORC)
0
Organic Rankine Cycle (ORC)
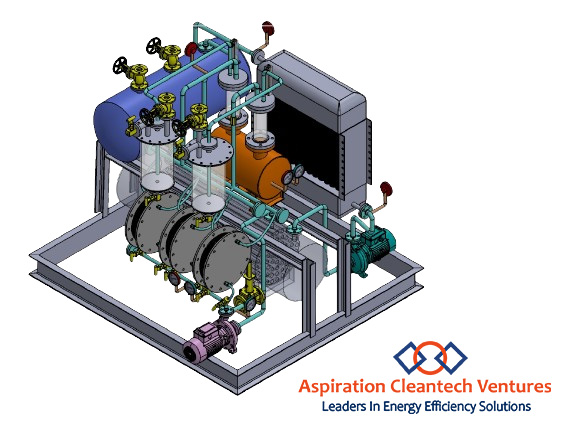
ur patented ORC, equipped with advanced technology, offers an impressive economic solution with high reliability and efficiency. Utilizing Organic Rankine Cycle (ORC) turbines, it efficiently converts recovered waste heat into electrical energy by applying organic fluids in the process. The system supports hybrid power plant configurations, combining waste heat-operated ORC turbines with a flash steam module or integrating geothermal energy-based ORC turbines with a flash steam module. Additionally, it enables biomass conversion into electrical energy or methanol production through Waste Heat Recovery (WHR).
Quick view
Waste to Energy Technology
0
Waste to Energy Technology
Energy Efficiency: 350% more efficient than electric heaters.
Temperature Range: Maintains 60 to 80 Degrees Celsius.
HMI Control Panel: Monitors temperature, humidity, etc.
Lifespan: 25% longer than conventional dryers.
Quick view
Hydrogen Generator
0
Hydrogen Generator
The system comprises three major components: an electrolyzer, a compressor, and a storage tank, all seamlessly integrated with IoT-programmed software for efficient monitoring and control. With SCADA system integration, it enables real-time data analysis and automation. Additionally, the system can be powered by any renewable energy source to produce green hydrogen, ensuring a sustainable and eco-friendly energy solution.
Quick view
Solar Dryer
0
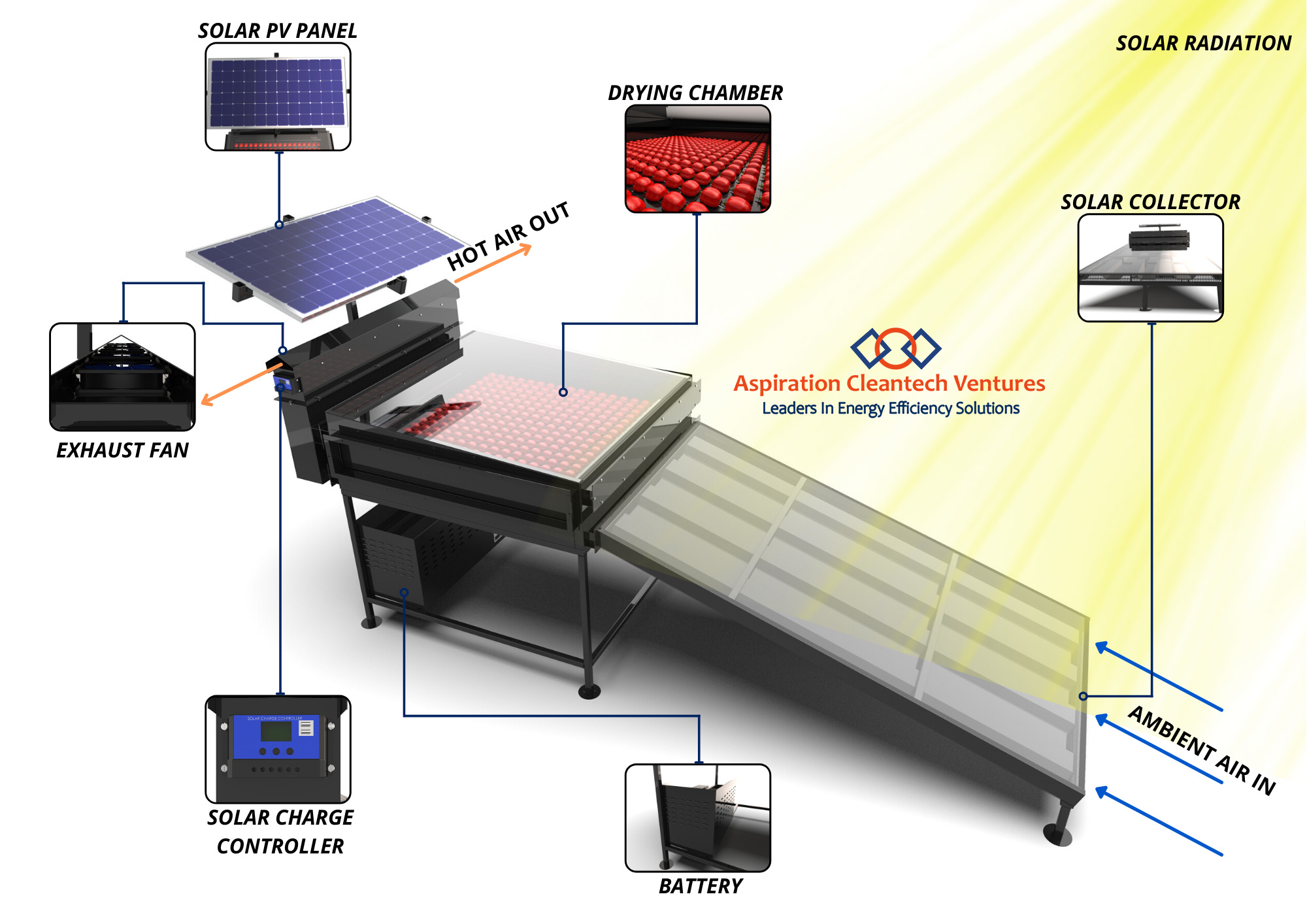
Solar Dryer
By using solar dryers, you can achieve up to 60% savings on drying costs and a 30% reduction in drying time, while maintaining a temperature range of 60 to 80 degrees Celsius. These dryers provide a superior solution by protecting the drying process from insect contamination and unexpected weather changes, ensuring the preservation of the original taste, flavor, and quality of the products.
Quick view
Heat Pump Dryer
1
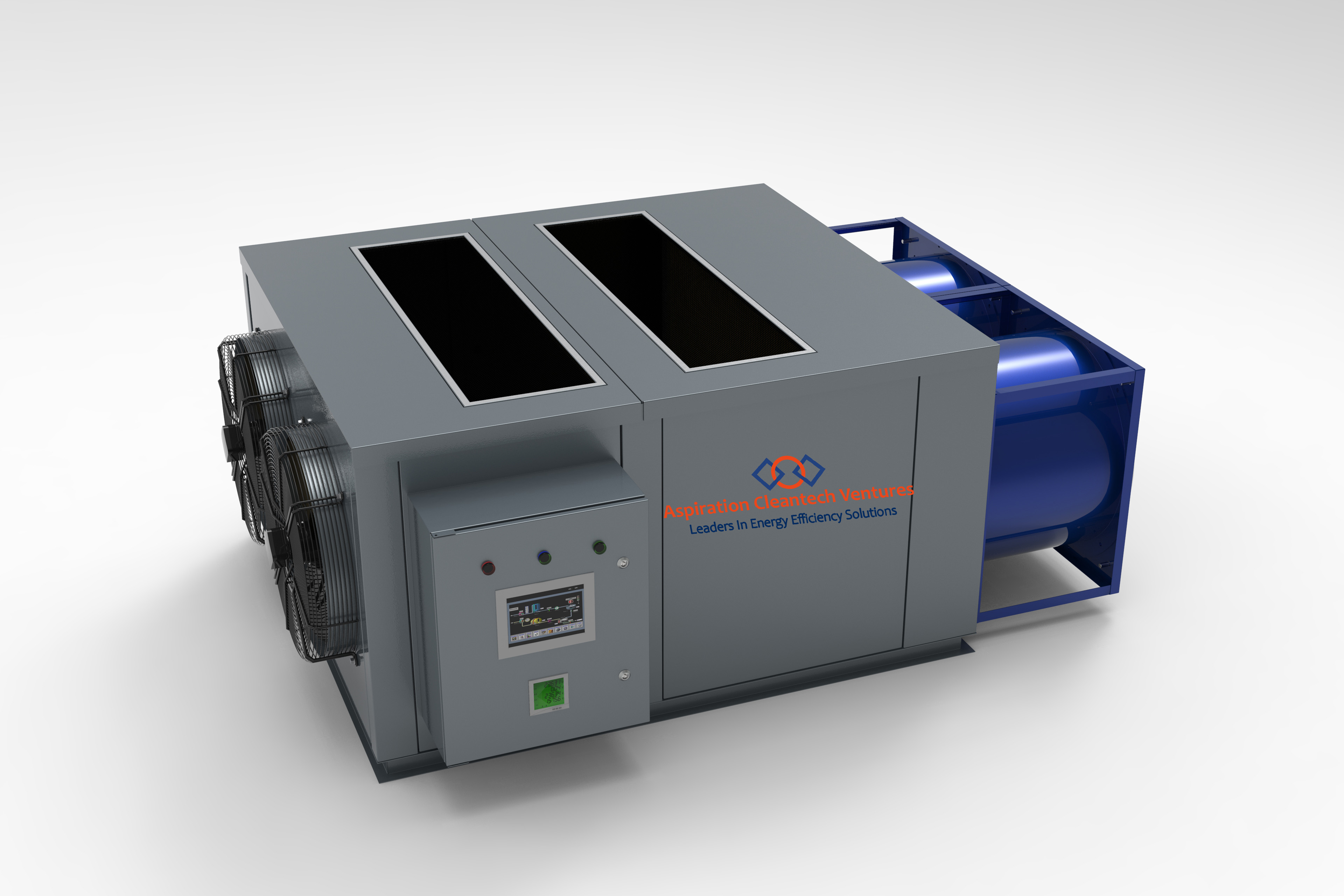
Heat Pump Dryer
With 350% higher efficiency than electric heaters, this system ensures exceptional energy savings while maintaining a temperature of 75°C for hot air production. Equipped with an HMI control panel, it enables precise monitoring of temperature, humidity, and other critical parameters. Additionally, its lifespan is 25% longer than conventional dryers, making it a reliable and cost-effective solution for long-term use.
Quick view
Waste Heat Recovery
0
Waste Heat Recovery
Compact and highly efficient, tube-in-tube heat exchangers enhance process efficiency while reducing auxiliary energy consumption and minimizing pollution. Common waste heat recovery methods include flue gas heat recovery, chiller heat recovery, and air compressor heat recovery, making them an effective solution for optimizing energy usage and sustainability.